
包裝之家在過去推送了很多很好的技術文章,鑒于我們包裝之家大家庭的快速壯大,有很多新的朋友加入我們這個大家庭,我們在接下來的季度內會在推送一些以往經典的技術文章,俗話說,溫故而知新~希望可以幫助到大家!
今天第一篇~粉盒包材介紹

一.粉盒的分類.粉盒的種類很多,一般分類如下
-
粉餅Pressed powder
-
兩用粉餅W/D(wet and dry)pressed powder
-
腮紅Blusher和眼影Eyeshadow
-
密封粉餅 Airtight
-
旅行裝粉盒(粉餅,腮紅,眼影等的集合)
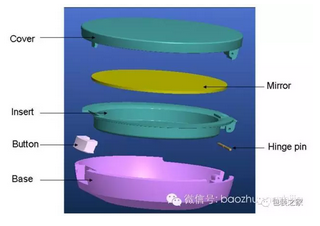
二.粉盒的組成
粉盒一般由蓋,底,內座.前紐,鏡片,鋁盤,后紐釘等相關部件組成
三.部件材質的選用
1. 塑料件最為常用材質為 ABS/ABS+SAN/SAN,PCTA,PMMA,PP 等均都可以用, ABS一般需要經涂裝工藝的部件上, ,SAN用于一般的透明部件,PMMA一般用于厚壁透明部件(PMMA不耐酒精)PCTA一般用于對耐化學性較高粉盒,PP一般用在有密封要求的粉盒上。
2. 鏡片材質一般材質是涂漆玻璃的,厚度在1.3mm左右,極少數也會有塑料的,但塑料鏡片效果遠不如玻璃鏡片,塑料鏡片容易變形,造成影相失真.后紐釘一般用的是不銹鋼釘(實芯鋼釘,空芯鋼釘,空芯齒釘,卷釘等),銅線一般用在不透明的粉盒上,塑料釘(一般PET材質) 用于靠后紐凸點來達到關蓋功能粉盒上。
四.結構及組裝方式
1.結構:
-
蓋底卡勾式
-
按紐式(包括翻轉前紐)
-
無前紐(靠后紐凸點來達到關蓋功能)
-
磁鐵式,目前越來越多的客戶也在用這種結構
-
抽出式:
-
其它特殊結構:如利用彈簧,齒輪等自動開蓋的結構,這些一般都會涉及到專利問題,在此就不做舉例了
2.組裝方式
A.蓋與鏡片:
-
點熱熔膠,針對鏡片與蓋配合不平/異形的粉盒
-
貼雙面膠,針對鏡片與蓋配合面比較平粉盒(這種結構也可以點熱熔膠組裝)
-
利用鏡框與蓋超音將鏡片卡在鏡框與蓋中間,針對客人對鏡片外觀要求較高,組裝 后不能看到鏡片的切邊不良
B.內座與底:
-
卡合,內座與底做卡勾來卡合
-
超音,內座/底上做超音線來組裝
C.前紐組裝
-
直接與底卡合
-
卡在內座和底之間
D.蓋底組裝
-
蓋底打釘,常規的組裝方式
-
蓋底卡合,底上長一柱子和長凸點兩種,如下圖,這種結構不能保證蓋子能在任意角度停留
五.粉盒的常規標準
1.開盒力
-
目的是為了確定一個關閉的粉盒所需的力大小,不讓客人在使用時感受到開蓋太松或太緊.
-
一般是視產品大小及開蓋方式來確定開盒力的大小標準,EL有它有通用標準可供參考,如下:
卡勾/按紐/翻轉標準為: 0.5 to 2.0 lbs / 0.227 ~ 0.90kgf
磁鐵式的標準為: 0.5 to 1.5 lbs / 0.227 ~ 0.68kgf
抽出式的標準為: 1.5 to 4.7 lbs / 0.680 ~ 2.13kgf
2.部件分離力:
-
目的測定將一個部件從另一個部件上分離所需力的大小,以保證正常使用時部件不分離
-
一般部件分離力標準是>4.5kgf, 如果不易測量,我們可以采取跌落測試的方式進行確認
3.下落測試:
-
目的是為了保證粉盒掉落時不破損/失去使用功能.
-
一般跌落測試為1M高跌到水泥地面/鋼板上(EL的標準為0.76M)看粉盒有無破裂和鏡片是否完好,AS/PMMA等脆性材料這個要求比較難達到
4.后紐強度測試
-
目的是為了在持續保用時后紐不破裂
-
一般后紐強度標準>1.8kgf(具體客人的要求也有不一樣,EL標準為開蓋角≥ 180度,>1.8kgf,開蓋角≦180度,>2.7kgf
5.裝飾附著性:
-
目的是為了保證正常使用時裝飾不脫落
-
一般膠帶測試,測試膠帶有3M600,3M810,3M616,NICHIBAN等根不同客戶要求選用(EL用3M810,L’OREAL用3M616),另外針對燙金/印刷只做膠帶測試,涂裝(電鍍,罩光等)需劃格后膠帶測試
6.光老化測試:
-
目的是為了防止產品暴露在陽光/放在展柜內時變色不超限度
-
一般不變色/輕微變色OK,需與客人共同確認
7.蓋底間隙及錯位
-
一般標準為≦0.3mm,針對不同大小的粉盒也會有不同標準
EL標準
-
后鈕釘到前鈕勾子的距離≤ 76.2mm的粉盒: 間隙和錯位≦0.25mm
-
后鈕釘到前鈕勾子的距離 >76.2mm的粉盒: 間隙和錯位≦0.38mm
8.尺寸控制
-
粉盒的尺寸為外形長寬高及粉盤孔尺寸,長寬高尺寸公差一般為+/-0.5,盤孔尺寸公差一般為+/-0.13
六.粉盒設計時注意事項
1. 配合間隙
-
蓋底后紐配合間隙(A處),不經涂裝的單邊取0.15,若要涂裝取0.25
-
蓋開合后紐處(B,C處)旋轉間隙不能<0.3mm
-
蓋開合前紐勾子處(D,E處),前鈕和內座或底在旋轉時的間隙不能<0.3mm
-
翻轉前紐底面與底的間隙不能小于0.35mm
-
內座與底的配合間隙,不管是卡合還是超音,單邊間隙不小于0.10,
2. 部件強度
-
后紐強度,蓋/底的后鈕針孔肉厚,對于沖擊性較好的材料(如ABS,PCTA等),肉厚不小于1.5;若是脆性材料(AS,PS,PMMA等),不小于1.8,若產品要經電鍍或者罩光,則針孔厚度提高一個檔次,即ABS按AS算
-
前鈕強度,對于沖擊性較好的材料,前鈕厚度不低于0.8, 若是脆性材料不低于1
-
除PL面及拼合面,產品盡量加圓角,這樣不僅部件強度會提高也有利于充填
3. 盤孔設計
-
盤孔外形及深度尺寸必須大于粉盤的標稱尺寸,一般盤孔尺寸要比盤大0.5mm左右,不過這個具體也要看客人要求
-
R角,粉盤孔的R角必須小于粉盤的R角
-
粉盤孔的尺寸公差一般為0.13mm
4. 鏡片設計
-
所有鏡片必須低于蓋子的邊緣,用熱熔膠粘鏡子,其鏡框深度至少要比鏡子的厚度深0.5mm,用雙面膠的話至少深0.2mm,如果鏡框要涂裝深度還要求加0.2mm.
-
鏡子和鏡框左右前后約留0.2mm的間隙,鏡子的尺寸取整值.
-
鏡框表面和內座表面的間隙至少要留0.4mm.
5. 澆口位置
-
粉盒部件的澆口一般在后紐或中心澆口
-
后紐澆口一般為側澆口和潛伏澆口,潛伏澆口具有不影響產品外觀,不需后處理等優點,但不適合做強韌性的材料(如PCTA等)
-
中心澆口一般需在澆口處做一凹坑,尺寸深度一般取0.5~0.7(視澆口處肉厚),直徑一般取3~5(盡量取大值)
這樣做有兩個好處:一是不用剪澆口毛刺,二是可以緩沖注塑壓力,不在澆口處產生應力集中而影響成品品質.
6. 后紐針針孔設計: 針孔需要做導向段,避免打釘時針孔打破,為了盡量避免打釘錯位,所有粉盒盡量要求打雙釘
7. 開盒角度: 一般常規蓋的最佳開盒角度是180°,蓋的最小開盒角度必須有135°
七.常見不良及改善方法
1.開合力偏大/偏小
-
半成品尺寸不穩定,調整半成品尺寸,加強質量監控
-
超音造成尺寸變化,調整超音波機器
-
打釘打偏,調整打釘機
-
包裝方式不好,產品放一段時間后開合力變小,產品在受力狀況下疲勞造成,將粉盒包裝改為洞洞板,洞洞板孔深要大于成品總高
2.開口笑
-
半成品變形,調整半成品,加強質量監控
-
超音影響,如內座/鏡框未超音到位,調整超音波機器
3.錯位
-
半成品針孔歪斜,檢查更換模具針,加強質量監控
-
半成品尺寸超標,調整半成品尺寸,加強質量監控
-
超音影響,半成品被超大/超小,調整超音波機器
4.鏡片掉落
-
點膠漏點,增加點膠檢測裝置,未點膠的不組裝鏡片
-
膠量太少,增加點膠量,點膠量多少需設定標準
-
點膠/貼雙面膠后未用氣壓臺壓合(一般熱熔膠/雙面膠都是壓敏膠),鏡片組裝均要壓合
-
鏡片尺寸偏大/鏡框尺寸偏小造成鏡片放不到位,將鏡片尺寸做小
5.后紐偏松/偏緊
-
后紐釘尺寸不對,更換合適的后紐釘
-
半成品針孔尺寸大小不一,檢查更換模具針,加強質量監控
-
打釘未調整好,調整打釘機
-
包裝方式不好,產品放一段時間后后紐會變松,產品在受力狀況下疲勞造成,將粉盒包裝改為洞洞板,洞洞板孔深要大于成品總高
6.產品表面超傷
-
超音未調整好,超太重,調整超音波機器
-
更換超音波紙,并規定超音紙的更換頻率

